商机详情 -
定制甲醇裂解制氢公司
开发具有低温活性的甲醇制氢催化剂,是降低能耗、提高工艺安全性的重要方向。这类催化剂能够在较低温度下启动反应,减少高温带来的设备投资和安全风险。一些新型的铜基催化剂通过添加特殊助剂,优化制备工艺,实现了在 180-220℃的低温区间内高效催化甲醇制氢。某电子企业采用低温活性催化剂进行现场制氢,满足了电子芯片制造对氢气纯度和温度的严格要求。低温活性催化剂的研发,不仅拓展了甲醇制氢技术的应用场景,还为实现绿色、高效的制氢工艺提供了可能。随着材料科学和催化技术的不断进步,低温活性催化剂有望在更多领域得到广泛应用。裂解反应的温度和压力条件对氢气产量有明显影响。定制甲醇裂解制氢公司

压吸附提氢技术在众多领域有着广泛的应用。在石油化工行业,可用于炼油厂的加氢裂化、加氢精制等工艺过程中氢气的提纯,提高油品质量;在化工合成领域,像甲醇合成、合成氨等工艺,需要高纯度氢气作为原料,PSA技术能为其提供可靠的氢气来源。在新能源领域,随着燃料电池汽车的发展,对高纯氢气的需求日益增长,变压吸附提氢可从工业副产气中制取符合燃料电池标准的氢气。此外,在冶金行业,用于金属的还原冶炼;在电子工业,为半导体制造等工艺提供超纯氢气。总之,变压吸附提氢技术凭借其高效、灵活等特性,在众多产业中扮演着不可或缺的角色,为各行业的发展提供了关键的氢气保障。自热式甲醇裂解制氢供应商家甲醇裂解制氢系统具有操作简便、维护成本低的特点。
模块化设计是甲醇裂解制氢设备的重要发展方向。某企业推出的集装箱式制氢单元(尺寸12.2m×2.4m×2.9m)集成反应器、汽化器、PSA及公用工程,单模块产氢能力500Nm³/h,通过橇装化设计实现48小时快速部署。技术创新包括:1)采用微反应器阵列(单通道尺寸500μm)替代传统反应器,使设备体积缩小60%;2)开发相变材料(PCM)储能系统,利用正十八烷(熔点28℃)储存反应余热,实现离网72小时连续运行;3)集成氢气增压-加注一体化装置,通过三级压缩(排气压力45MPa)直接为燃料电池汽车加注,加注速率达2kg/min。经济性分析显示,该模块化设备在加氢站场景下的单位投资成本为1.8万元/Nm³·h,较固定式装置降低35%,运维成本(0.35元/Nm³)接近天然气制氢水平。某物流园区应用案例表明,通过光伏发电(200kWp)驱动甲醇裂解,可实现绿氢成本28元/kg,较柴油重卡降低40%运营费用。
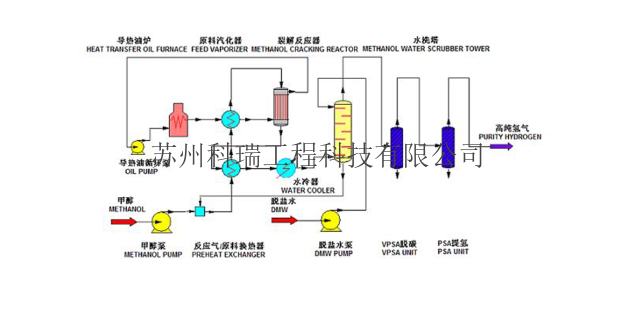
甲醇裂解制氢是通过甲醇与水蒸气在催化剂作用下发生重整反应,生成氢气与二氧化碳的能源转化过程。其**反应式为:CH₃OH+H₂O→CO₂+3H₂(ΔH=+)。该反应为吸热过程,需通过外加热源维持反应温度,通常在200-300℃区间内进行。催化剂的选择直接影响反应效率与产物纯度,铜基催化剂因活性高、选择性好成为主流选择,其纳米化改性可进一步提升氢气收率至95%以上。反应系统采用固定床或流化床反应器,甲醇-水混合物经气化后进入催化床层。过程优化需平衡温度、压力、水醇比等参数:温度升高促进反应速率但加剧设备负担;研究表明,通过引入等离子体辅助催化或光热协同作用,可实现低温条件下的裂解,为车载移动制氢装置的开发提供技术支撑。该技术的独特优势在于液态储氢特性。 氢能产业链的上游为制氢。
氢气的存储和运输是实现其广泛应用的关键环节,也是面临的主要挑战之一。氢气密度低,常温常压能量密度小,需要通过压缩、液化或化学吸附等方式进行存储。压缩氢气是常见的方法,将氢气压缩至状态存储在特制的气瓶中,广泛应用于氢燃料电池汽车等领域。液化氢气则需将氢气冷却至极低温度(约 -253℃)使其液化,以提高存储密度,但液化过程能耗高,对存储设备的绝热性能要求极高。在运输方面,气态氢气可通过管道输送,但管道建设成本高昂,且对管道材质要求特殊,需防止氢气渗透。液态氢气运输则适合长距离、大规模运输,但同样面临低温保存和运输设备成本高的问题。近年来,固态储氢技术取得了一定进展,利用金属氢化物等材料吸附氢气,在需要时释放,具有安全性高、存储密度较大等,为氢能源的存储和运输开辟了新的途径。甲醇裂解制氢过程中,安全管理和风险控制是确保生产顺利进行的关键。自热式甲醇裂解制氢供应商家
甲醇裂解制氢流程,需严格把控各环节参数。定制甲醇裂解制氢公司
甲醇裂解制氢设备根据工艺路线可分为五类:直接裂解法装置通过高温热裂解甲醇生成氢气,工艺简单但纯度较低;甲醇水蒸气重整法装置在催化剂作用下生成高纯度氢气,是当前主流工艺;两步法装置先裂解甲醇再变换一氧化碳,提升氢气产量;催化重整法装置利用催化剂加速反应,提高效率;改进型工艺如部分氧化重整装置,通过自供热优化能源利用。不同设备适配场景多样:小型分布式制氢站可采用直接裂解装置,大型化工项目推荐重整法装置,而部分氧化装置适用于热集成场景。定制甲醇裂解制氢公司