商机详情 -
深圳全波片目视法内应力测试仪销售
偏振应力仪在PET瓶胚质量控制中的应用已从实验室扩展到生产线。在线式检测系统可直接安装在注塑机后道,实现100%全检。这类系统采用特殊设计的偏振光源和高速工业相机,每分钟可检测超过60个瓶胚,并能自动分拣应力超标产品。检测数据实时上传至MES系统,形成工艺参数-应力分布的闭环控制。实践表明,实施在线检测后,瓶胚的应力合格率可从85%提升至98%以上。对于特殊用途的耐热瓶胚,需要更严格的应力控制标准,通常要求比较大残余应力不超过8MPa,且分布均匀度达到90%以上。通过偏振应力仪可以快速验证热定型工艺的效果,优化后的热处理方法能使瓶胚的结晶度与应力状态达到比较好平衡。在可持续发展趋势下,使用再生PET料生产的瓶胚更需要精确的应力监控,因为杂质和降解物会明显改变材料的应力光学行为。目视法内应力测试仪 ,就选苏州千宇光学科技有限公司,有需要可以联系我司哦!深圳全波片目视法内应力测试仪销售

光学玻璃透镜在冷加工过程中同样会产生机械应力,这种应力主要来源于研磨和抛光工序。当使用金刚石砂轮进行粗磨时,局部接触压力可达数百兆帕,会在亚表面形成深度约10-20μm的应力层。精密抛光虽然能去除大部分机械应力,但若工艺参数不当,仍会残留纳米级的应力分布。通过激光干涉仪测量发现,这种残余应力会导致透镜面形产生0.1-0.3λ(λ=632.8nm)的局部畸变。为消除这类应力,行业普遍采用退火工艺,将透镜加热至转变温度以下30-50℃并保持适当时间。研究表明,经过12小时阶梯式退火后,玻璃透镜的应力双折射可降低到5nm/cm以下。值得注意的是,不同玻璃材料对退火工艺的响应差异很大,例如氟磷玻璃的应力释放速率就比BK7玻璃快约40%,这需要在工艺制定时予以充分考虑。上海定量偏光目视法内应力测试仪零售测试仪的稳定性能确保多次检测结果保持一致。
内应力是指材料内部由于各种原因而产生的应力,即使在没有外部载荷作用的情况下,材料内部仍然存在的应力。这种应力通常是由于材料在制造或加工过程中经历不均匀的温度变化、相变或机械变形所引起的。例如,在金属铸造过程中,由于冷却速度不均匀,铸件表面和内部会产生温度梯度,导致收缩不一致,从而形成残余应力。焊接过程中,局部高温加热和随后的快速冷却也会在焊缝附近产生***的内应力。这些内应力如果不加以控制,可能会导致材料变形、开裂或性能下降,影响产品的使用寿命和安全性。
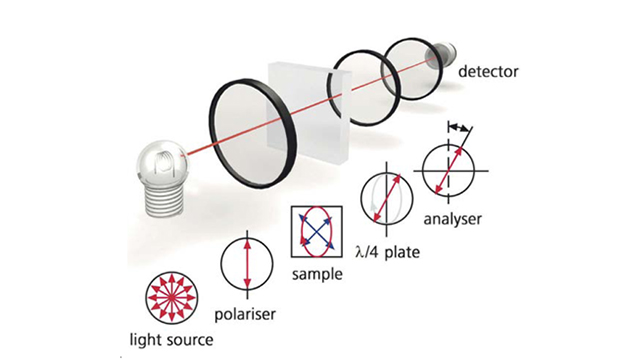
应力双折射测量是一种基于光学原理的材料应力分析技术,其重心在于利用应力引起的光学各向异性来定量评估材料内部的应力状态。当透明或半透明材料存在内应力时,其折射率会随方向发生变化,导致入射的偏振光分解为两束传播速度不同的光线,这种现象称为应力双折射。通过精密的光学系统测量这两束光产生的相位差,即可计算出应力的大小和方向。这种方法具有非破坏性、高灵敏度和全场测量的特点,特别适用于玻璃、塑料、晶体等光学材料的应力检测。在现代工业中,应力双折射测量已成为质量控制、工艺优化和失效分析的重要手段,为各类光学元件和透明制品的生产提供了可靠的技术保障。
苏州千宇光学科技有限公司致力于提供目视法内应力测试仪 ,欢迎您的来电哦!
光学元件的制造对残余应力的控制要求极为严格,定量偏光应力仪在此过程中起到关键作用。透镜、棱镜等光学元件在研磨、抛光等加工步骤中容易引入应力,导致光波前畸变,影响成像质量。偏光应力仪能够以纳米级的精度检测光学材料的应力分布,帮助工程师优化加工工艺,减少应力对光学性能的影响。特别是在高精度激光系统和天文望远镜的制造中,微小的应力都可能导致光束偏转或像差,因此必须借助定量偏光应力仪进行严格的质量把控,确保光学元件达到设计要求。苏州千宇光学科技有限公司致力于提供目视法内应力测试仪 ,有想法的不要错过哦!湖北应力定量测量目视法内应力测试仪批发
它能在产品出厂前筛查出内应力超标问题,保障使用安全。深圳全波片目视法内应力测试仪销售
PET瓶胚的残余应力分布直接影响**终瓶体的机械性能和外观质量,偏振应力仪为此提供了快速有效的检测手段。在注塑成型过程中,熔体流动方向和冷却速率差异会导致瓶胚产生各向异性应力,这种应力在偏振光下呈现特征性的彩色条纹图案。典型的PET瓶胚应力分布显示,浇口区域通常存在较高的径向应力,而远离浇口的部位则以周向应力为主。通过定量分析发现,当比较大残余应力超过12MPa时,吹塑成瓶后容易出现应力发白或局部变薄现象。现代偏振应力仪配备旋转样品台和自动扫描系统,可在30秒内完成整个瓶胚的应力分布检测,检测精度达到±0.5MPa。为优化生产工艺,建议将检测结果与注塑参数关联分析,特别是关注模具温度与冷却时间对应力分布的影响规律,通常将模温控制在95-110℃范围内可获得较均匀的应力分布。深圳全波片目视法内应力测试仪销售