商机详情 -
膨胀管模具工厂直销
加工热流道元件:按照设计要求,使用精密加工机械对热流道元件进行加工,确保其尺寸精度和表面质量满足要求。装配模具:将加工好的热流道元件与模具其他部分进行装配,确保热流道系统的进料口、喷嘴头等与模具型腔正确对接。同时,检查热流道系统的加热元件、温度传感器等是否安装到位,并连接好电源线和控制线。调试与检验:在装配完成后,对模具进行调试和检验。通过加热和注射试验,检查热流道系统是否正常工作,塑料是否能够顺利填充模具型腔并固化成型。同时,还需要检查模具的脱模机构是否灵活可靠,以及模具的整体质量和性能是否满足设计要求。辰华热流道模具,维护方便,拆装十分钟搞定。膨胀管模具工厂直销
为了确保产品的品质输出,辰华模具配备了一系列先进的加工设备。高精度数控铣床、电火花加工机、线切割机床等一应俱全,这些设备如同精密的武器,为模具的精密加工提供了坚实的硬件保障。在原材料采购环节,公司秉持严格的质量标准,只选用质量材料,从源头上为产品质量奠定基础。同时,完善的质量管理体系贯穿于整个生产流程,从原材料入厂到成品出厂,每一个环节都经过细致入微的质量检测,任何一丝瑕疵都逃不过严格的检验,确保每一套热流道模具都能达到甚至超越客户的期望。凭借着专业的团队、先进的设备以及严谨的质量管理,乐清市辰华模具有限公司在热流道模具领域树立了良好的品牌形象。其产品不仅在国内市场占据重要份额,还远销海外多个国家和地区,赢得了众多客户的信赖与好评,成为热流道模具行业的一颗璀璨明星。湖北膨胀管模具价格实惠辰华出品,必属精品!汽车扎带模具,品质与效率的双重保障!
分析塑件要求:根据塑件的结构和使用要求,确定进料口位置。只要塑件结构允许,且热流道系统的喷嘴和喷嘴头不与成型结构干涉,进料口可以放置在塑件的任何位置上。对于大而复杂的异型塑件,可以运用计算机辅助分析(如CAE)来模拟熔融状塑料在型腔内的流动情况,分析模具各部位的冷却效果,从而确定比较好的进料口位置。选择喷嘴头形式:塑件材料和产品的使用特性是选择喷嘴头形式的关键因素,同时还需要考虑塑件的生产批量和模具的制造成本。确定模具腔数:根据塑件的生产批量和注射设备的吨位大小,来确定每模的腔数。
加热与注射:在生产过程中,首先需要对模具和热流道系统进行加热,使其达到设定的温度。然后,通过注塑机的料斗将塑料颗粒送入加热筒,在螺杆的推动下逐渐加热至熔融状态,并通过热流道系统流入模具型腔中。填充与保压:熔融塑料充满模具型腔后,注塑机施加一定的压力以保持塑料在模具内充分填满每个角落。在塑料冷却固化的过程中,保持一定的压力以防止塑料回缩。冷却与固化:模具进行冷却以使熔融塑料固化成型。由于流道中的塑料没有凝固,因此在下一次注射时流道仍然畅通无阻。脱模与后续处理:一旦产品冷却到足够的程度且固化成型后,模具便会打开并顶出机构将成型的产品从模具中顶出。随后可以对产品进行必要的后续处理如修剪、检验、包装等以满足客户需求。热流道模具适配电动注塑机,节能再加分。
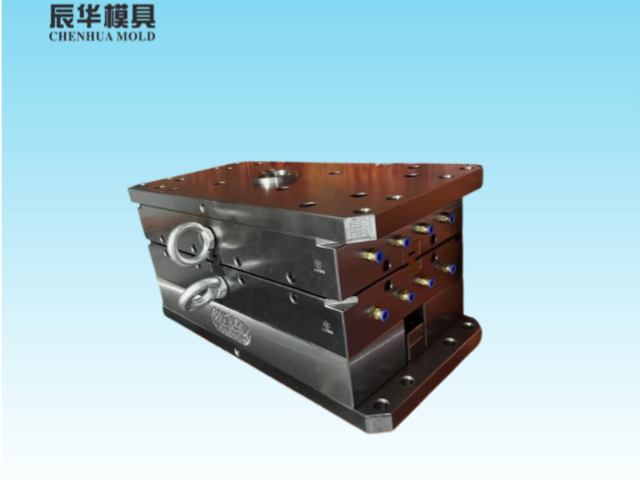
热流道模具的材料选择至关重要,通常选用耐高温、耐腐蚀及耐磨的材料,如P20、H13、镍基合金、钨钼合金与不锈钢等。这些材料能够满足热流道模具在高温、高压工作环境下的需求。热流道模具主要由热流道板、喷嘴、分流板、温控箱等部件组成。其中,分流板分为标准和非标准两大类,其结构形式主要由型腔在模具上的分布情况、喷嘴排列及浇口位置来决定。温控箱则包括主机、电缆、连接器和接线公母插座等,用于控制热流道系统的温度。热流道系统主要分为单头热流道系统、多头热流道系统以及阀浇口热流道系统。阀浇口热流道系统结构为复杂,与普通多头热流道系统塑料模具有相同的结构,但多了一套阀针传动装置,用于控制阀针的开、闭运动,从而控制熔融状态塑料注入型腔。热流道模具点浇口,小件也能自动化取出。江西汽车扎带模具制造价格
热流道模具减少废料运输,物流成本下降。膨胀管模具工厂直销
热作模具材料:低合金热作模具钢:如5CrNiMo、5CrMnMo等,具有良好的热强性和热疲劳性能,适用于制造热锻模、压铸模等。高合金热作模具钢:如H13、H21等,具有更高的热强性和热稳定性,适用于制造高温下工作的模具。塑料模具材料:预硬钢:如P20、718等,出厂时已进行预硬化处理,具有良好的切削加工性和镜面抛光性能,适用于制造中等精度要求的塑料模具。渗碳钢:如12CrNi3A等,通过渗碳处理可提高表面硬度和耐磨性,适用于制造大型、复杂、精密的塑料模具。耐腐蚀钢:如0Cr18Ni9(304不锈钢)、00Cr17Ni14Mo2(316L不锈钢)等,具有良好的耐腐蚀性能,适用于制造需接触腐蚀性介质的塑料模具。膨胀管模具工厂直销