商机详情 -
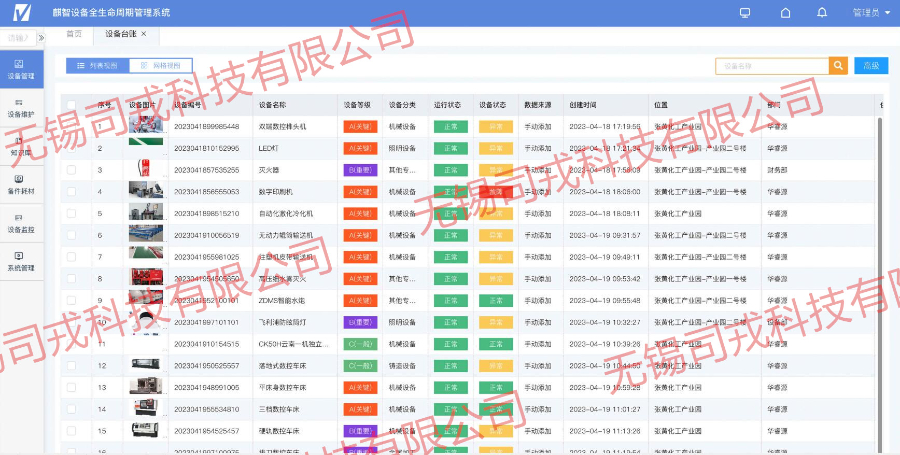
贵州企业设备全生命周期管理系统
现代智能工厂中,设备管理系统已成为连接物理世界与数字世界的枢纽。系统通过工业物联网技术实时采集设备数据,并与MES、ERP等系统深度集成,构建了完整的数字化生产体系。在某个投资50亿元的智能工厂案例中,设备管理系统接入了8000多个数据采集点,每秒处理超过2万条设备状态信息。系统不仅监控设备运行状态,更能基于实时数据动态调整生产参数,实现"感知-分析-决策-执行"的闭环控制。例如,当检测到某台CNC机床刀具磨损加剧时,系统会自动调整切削参数并安排备用机床接替生产,确保生产连续性。这种智能化水平使该工厂的设备综合效率(OEE)达到92%,远超行业平均水平。智能补货系统在库存低于安全水平时自动触发采购流程,某半导体工厂通过此功能将备件缺货率控制在1%以下。贵州企业设备全生命周期管理系统
系统通过集成各类工业传感器(振动、温度、压力、电流等),实时采集设备运行数据,并利用深度学习算法建立设备健康模型。系统能够自动识别运行参数的异常波动,根据严重程度触发多级预警(从现场声光报警到短信、邮件、企业微信等多渠道通知)。预测性维护模块通过分析历史数据,准确预测关键部件的剩余使用寿命,并智能规划维护窗口期,避免非计划停机。系统还支持维护效果回溯分析,通过对比维护前后的设备运行数据,量化评估维护工作的实际成效。某风力发电场部署该模块后,设备突发故障率下降63%,年度维护成本减少280万元,设备可用率提升至99.2%。福建一站式设备全生命周期管理报价通过建立包含设备参数、维修记录、技术文档等信息的电子档案库,改变传统纸质档案管理效率低下的状况。

设备管理系统的价值不仅限于制造业,在服务业同样具有广阔应用前景。医院通过系统管理医疗设备的全生命周期,确保CT、MRI等关键设备的可用性达到99.9%。系统记录的设备使用数据还能优化科室间的调度,某三甲医院应用后,大型设备利用率提升28%。在商业地产领域,系统管理着电梯、空调等设备的维护计划,通过预测性维护将故障率降低60%。数据中心使用系统监控服务器机柜的运行状态,智能调节制冷系统,年节省电费数百万元。甚至连锁餐饮企业也开始使用系统管理厨房设备的维护,确保食品安全合规。这些应用证明,设备管理系统正在成为现代服务业运营的重要支撑。
设备全生命周期管理系统可对设备运行过程中产生的大量数据进行采集、分析和存储,为企业提供数据支持和决策参考。通过对设备故障率、维修成本、设备利用率等关键指标的分析,企业可了解设备的运行状况和管理效果,发现存在的问题和不足,及时调整管理策略。例如,企业可根据数据分析结果,优化设备的采购计划,选择更适合生产需求的设备;调整设备的维护计划,提高维护效率和质量;合理安排设备的生产任务,提高设备的利用率。数据驱动决策可使企业的设备管理更加科学、精细,提高企业的管理水平和竞争力。设备全生命周期管理系统必将在企业数字化转型中发挥更加关键的作用,成为智能制造时代不可或缺的管理工具。

对于跨国企业,设备管理系统是实现全球化统一管理的重要工具。系统支持多语言、多币种、多时区操作,满足全球协同需求。某跨国石油公司在30个国家部署统一设备管理系统后,实现了备件库存全球可视化和调配,库存资金占用减少35%。系统还内置各国法规要求,确保当地合规。例如,在欧盟工厂自动执行WEEE指令要求,在美国工厂符合OSHA标准。更关键的是,系统建立了全球设备绩效对标体系,总部可以比较不同国家工厂的设备管理水平,推广最佳实践。这种全球化管理使该公司的设备综合效率标准差从15%缩小到5%,提升了整体运营水平。设备管理系统作为制造企业运营支撑平台,正在经历从传统管理模式向智能化体系的升级。新疆化工设备全生命周期管理服务
设备监控模块通过物联网技术实现设备状态的实时感知与智能诊断。贵州企业设备全生命周期管理系统
某制造企业引入设备全生命周期管理系统后,实现了设备管理的升级。通过系统的实时监控和智能化维护计划,该企业的设备故障率降低了40%,维护成本降低了30%;同时,设备的使用效率提高了20%,生产效益提升。这一成功案例不仅见证了系统的价值,也为其他企业提供了可借鉴的经验。设备全生命周期管理系统以其一体化的管理方式、智能化的维护计划、数据驱动的决策支持,正成为企业可持续发展的隐形引擎。它不仅解决了传统设备管理模式下的诸多难题,还为企业的高效运营和可持续发展提供了有力支持。选择设备全生命周期管理系统,就是选择了一条更加智能、高效、可持续的设备管理之路,让我们携手共创企业更加美好的未来!贵州企业设备全生命周期管理系统